info@vibrocut.de
info@vibrocut.de
Parts made of copper and copper alloys are found in essential components in various industries such as the electrical or energy industry. In many cases, they are manufactured using machining processes, whereby various processes such as drilling and deep hole drilling are used. Despite their comparatively low strength, copper-based materials in particular, as well as low-alloy copper alloys, are considered difficult to machine. The reason is the tough material behavior with high forming capacity. The result is poor chip forming behavior and high machining forces, which pose a challenge for industrial processes in terms of productivity, process reliability and quality.
As an example for the group of copper-based materials and low-alloy copper alloys, an investigation of ultrasonic assistance during drilling is carried out using a reference component made of CuCr1Zr (2.1293). For the implementation of ultrasonic assistance, a machine tool was equipped with the VIBROdrill ultrasonic system according to Figure 1. Here, an ultrasonic vibration is generated in the tool holder and superimposed on the process kinematics.
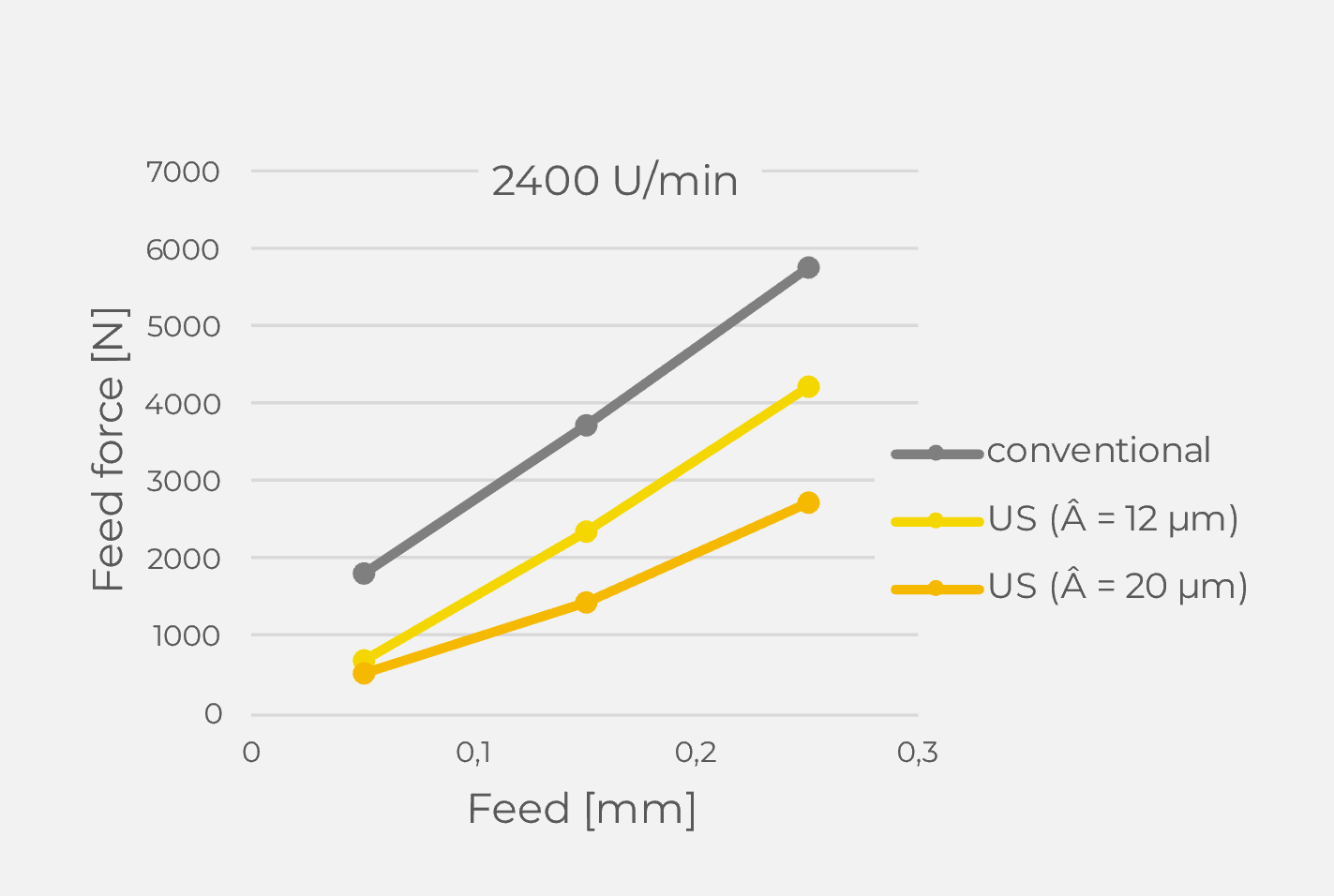
The tool used was a straight fluted solid carbide drill with Ø12 mm. The drilling depth was 40 mm. In order to evaluate the effects of ultrasonic assistance, the feed forces of the drilling process were recorded with the help of a force measurement device and compared for conventional and ultrasonic-assisted drilling. Within the test series, different feed rates from 0.05 mm to 0.25 mm were investigated for the cutting speed of 90 m/min. For the ultrasonic-assisted process, the vibration frequency of the tool was approx. 17,000 Hz and the vibration amplitude was 12 µm and 20 µm respectively.

The diagram shows the progression of feed forces for conventional and ultrasonic-assisted drilling. These high forces of conventional drilling with a maximum of 5,743 N lead to a limitation of productivity and problems regarding process reliability in practical applications. The ultrasonic assistance leads to a significant reduction in feed forces. With a vibration amplitude of 20 µm and a feed rate of 0.25 mm, the feed forces drop from 5,743 N to 2,739 N. The drastic force reduction of 3,004 N corresponds to 52 %. This is due to the improved chip flow and the changed material behavior, which have a direct effect on the cutting forces with ultrasonic assistance. The ultrasound influences the material properties, changes the kinematics and reduces friction in the process zone. The reduced machining forces have a beneficial effect on the drilling process as well as its properties and open up further potential for improvement. In this context, for example, the quality of the holes with regard to the hole straightness deviation, which is a critical factor in deep hole drilling in particular, is significantly increased. Another decisive factor is the potential to further increase the cutting values, especially the feed rate, thereby significantly increasing productivity.
The drastically reduced machining forces have a positive effect on the limits of the drilling process in terms of productivity, process reliability and quality. By increasing the cutting values, especially the feed rate, ultrasonic assistance can achieve significant economic benefits in the form of annual cost savings of over €100,000. Furthermore, the improvement in hole straightness deviation opens up new possibilities in the production of deep hole drilling of copper materials.