




 info@vibrocut.de
info@vibrocut.de
The machining of hot formed blanks is of great importance in the automotive industry. The ductile material of forgings often leads to poor chip breaking behavior, especially in turning processes. Particularly in turning processes with continuous cutting engagement, the material behavior leads to the sometimes sporadic formation of long chip shapes and tangled chips.
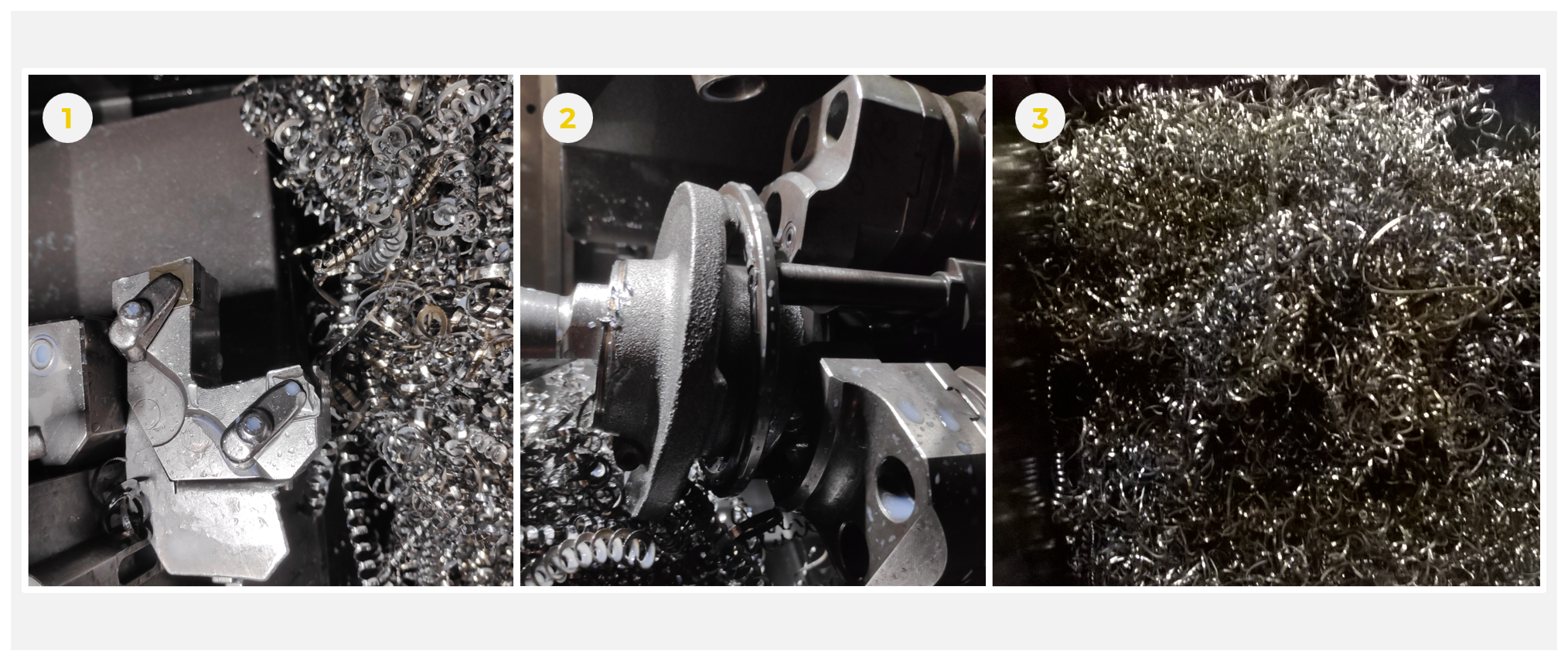
Insufficient chip breaking also caused process uncertainties and machine downtimes due to tool breakage (1) and clamping errors (2) during the turning of forged wheel bearing blanks at Schaeffler AG. The formation of chip piles (3) in the work area was the biggest challenge, as these led to collision hazards that impaired automatic workpiece handling and stopped chip removal. The manual removal of chip piles led to non-productive times and reduced the machine availability of the production cell.
In a joint project between Schaeffler AG and the raunhofer Institute for Machine Tools and Forming Technology IWU, a vibration system with its own drive was developed and successfully integrated into a machine tool for machining wheel bearings. The innovative technology enables a defined vibration movement in the feed direction during the turning process. As a result, weak points in the chip can be generated in a targeted manner to ensure optimum chip breaking. The retrofittable unit achieves vibration amplitudes of up to 0.4 mm at a frequency of up to 100 Hz. Due to the integration into the machine control, the vibration can be easily controlled via the NC program and adjusted if necessary. In the use case, the internal machining of a wheel bearing ring was carried out with a specific vibration in the frequency range from 81 Hz to 88 Hz in order to achieve robust chip breaking. The process was carried out with a standard cutting insert on a Ø32 mm boring bar with feeds of 0.4 to 0.5 mm and cutting depths of up to 3 mm.
The figure shows the difference between the conventional chip shapes (top) and the improved chip breaking behavior due to vibration-assisted turning (bottom). Both the roughing and pre-finishing processes produced significantly shorter chip shapes that were easier to remove.
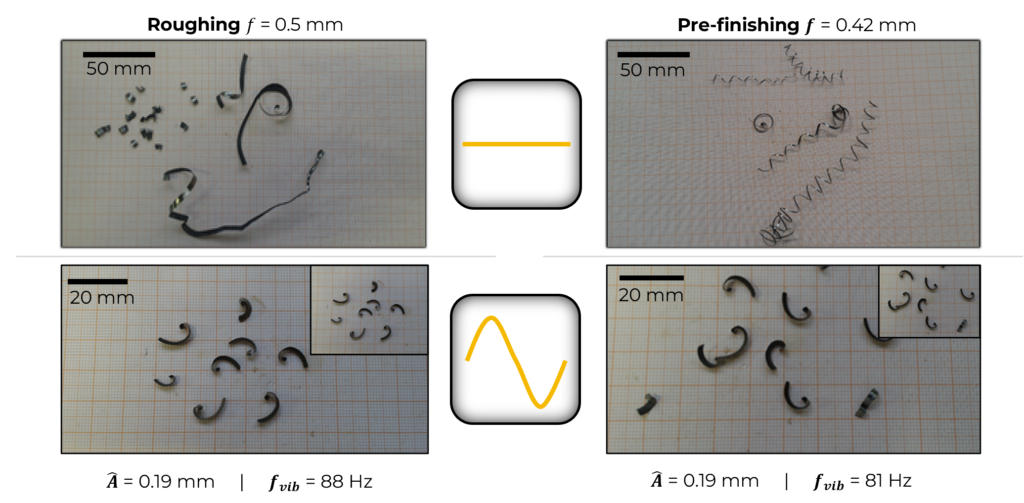
By supporting the turning process of the wheel bearing components with vibrations, short chips could be produced for the roughing and pre-finishing process. This is the basis for increasing machine availability. When using the vibration system, the conventionally set process parameters such as feed rate and cutting speed and therefore the cycle time and the tool were not changed. On this basis, the system contributes to increasing economic efficiency in the series production of wheel bearings.
“The potential of the vibration systems can be seen in the reduction of non-productive times in production as well as disruptions caused by chips in the interlinking systems.“
Dr.-Ing. Holger Pätzold
Schaeffler Technologies AG & Co. KG
Senior Expert
Process Development
Industrial Engineering Operations Bearings
As a result of the inspection of machines and components, machine availability was increased by up to 5%.